
如何进行RTO &TO炉的选择?其标准依据有哪些?
现今在VOCs治理领域,高温焚烧法已经成为主流处理工艺,相比其它传统工艺,如“吸收法、吸附法、冷凝法、生物法等”等具有独特优势,尤其对高浓度VOCs废气净化效率可达99%以上,满足日益严格的排放要求。焚烧法包括蓄热式焚烧(RTO)、直燃式焚烧(TO)和催化燃烧(CO)等多种形式。从净化效率稳定性来看,RTO和TO相比CO不受废气成分对催化剂寿命影响,是组分复杂VOCs废气更加理想的工艺选择!
那么RTO和TO选择哪一个工艺,依据是什么? 国内外在RTO和TO炉选择时,会考虑哪些重要的因素呢? 下面我们从几个方面来简单分析:
1、废气成分
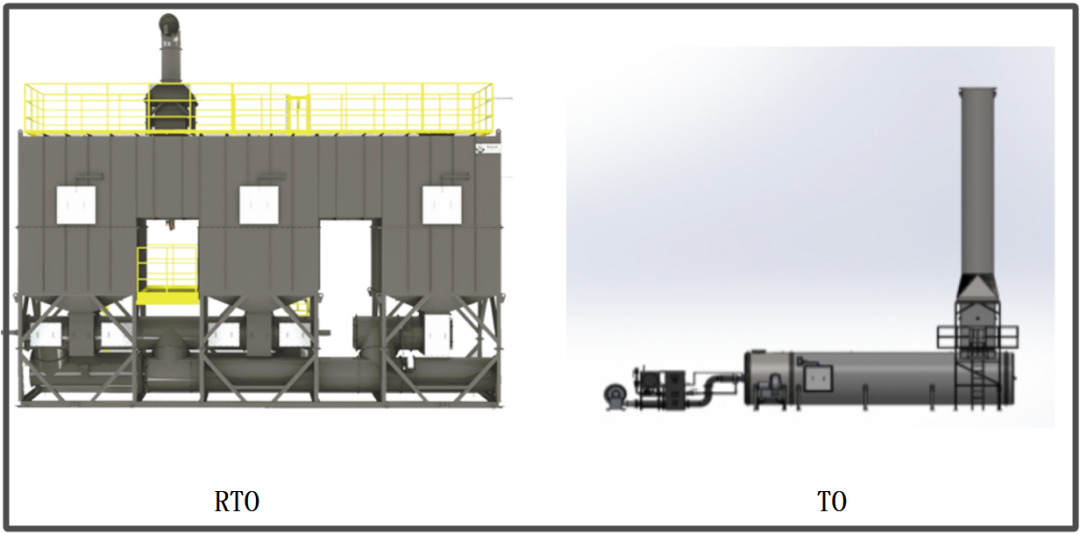
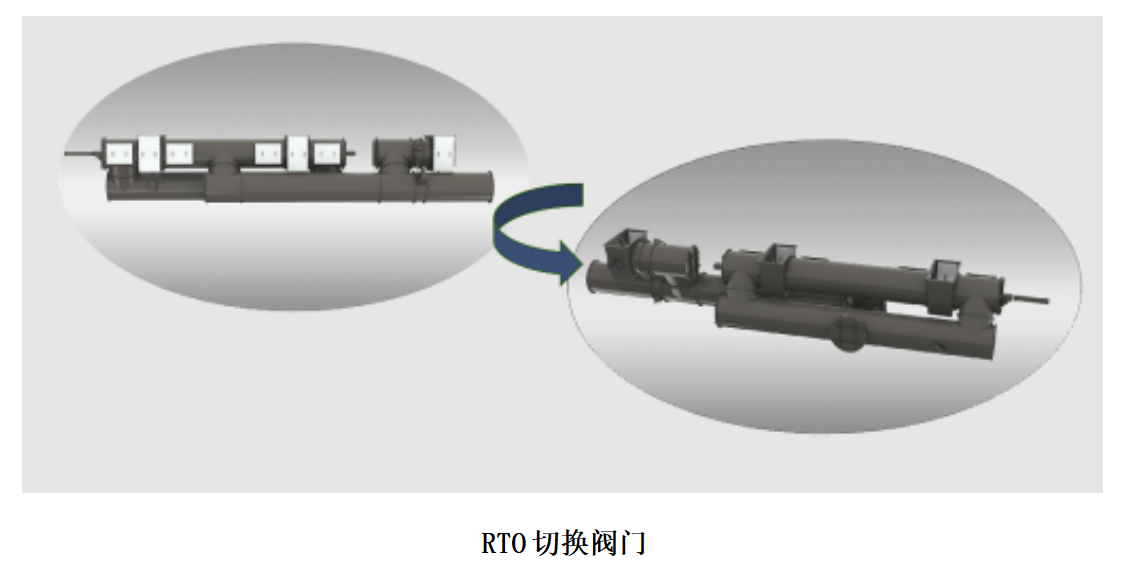
从设计结构上看,RTO炉由废气管道、切换阀、保温模块和蓄热陶瓷等多个单元组成;而TO炉只由壳体和内部保温等组成,结构相对比较简单。对于废气成分复杂如含有:腐蚀、粘性、剧毒、重金属、易冷凝及杂质,选择TO炉可避免堵塞、腐蚀泄漏等风险。而组成元素以C、H、O为主的有机废气,则可以选择RTO炉。不用担心管道阀门腐蚀及陶瓷堵塞问题,利用RTO的热回收节约能耗。
2、废气浓度
RTO炉出于安全方面的考虑,对入口废气浓度有限制要求,一般要低于爆炸下限的25%,且根据RTO的净化效率和VOC的排放标准推算,可接受最高入口浓度一般不超过8000mg/m3。
TO炉的废气入口浓度范围更宽,废气走向单一无阀门切换,无需考虑泄漏、热平衡及热量聚集等影响安全的问题,对于超高浓度废气其净化效率可高达99.5%⁓99.9%。
3、废气温度
RTO对进口废气温度有一定限制,高温废气不宜采用RTO工艺,或者需增加预处理降温措施。RTO切换阀门的密封性是影响净化效率的重要因素,而入口废气温度过高(>200℃)会导致阀门变形,密封垫疲劳损坏导致泄漏;通常RTO进出口温差为30⁓50℃,入口温度高,排放到烟囱的温度则更高。
TO炉气流方向单一、无切换阀门,系统不受进气温度影响,出口温度也比较稳定,因此对进口废气温度没有特别要求,通常不需要调节温度。
4、运行能耗
RTO热能回收采用结构陶瓷蓄热体形式,陶瓷和废气直接接触,热回收效率高达95%,进出口温差小(30⁓50℃),可大大节约天燃气用量,减少能耗。
TO炉本体结构简单,余热回收为外置形式,热回收效率一般为70%左右,部分项目余热换热器的热能不用来预热废气,而是用到其它需要热源的生产工艺段,因此消耗的燃料较多。
5、升温加热速度
RTO内部有陶瓷蓄热体进行”蓄热”和”放热”交替循环,且要适应热胀冷缩不至于设备损坏,燃烧机选型一般较小,比较节能,升温时间也相对较长,冷炉升温需要2⁓3小时左右,热炉升温需要1⁓1.5小时左右。
TO炉结构简单无需考虑热胀冷缩应力影响,可直接选择大功率燃烧机在短时间内升温到工作温度,节约时间提高生产效率。
6、操作维护
RTO系统控制阀门、温度、压力及检测仪表较多,安全控制逻辑连锁复杂,操作维护相对复杂繁琐。
TO炉控制逻辑简单,操作维护相对比较容易。
7、使用寿命
RTO的组成单元相对较多,比如阀门、密封垫、蓄热陶瓷、温度及压力仪表等都会有使用寿命消耗等。
TO炉构造简单,仪表数量少,没有内置换热介质,只需定期检查内部保温结构是否完好即可,使用寿命比RTO更长。

国外的RTO和TO炉在结构设计上更注重数据的精准,在保证净化效率的同时炉膛驻留时间更短,内部气流更均匀,陶瓷装填量更少,整体设备的体积也更小。
在两者工艺选择上,国外比较看重废气源强数据分析准确性,欧美国家能源相对便宜,余热回收重视程度不如国内,因此废气中如果含有对RTO设备不利的成分,哪怕很少,也会选择TO炉来确保系统的安全和更久的使用寿命。
国内能源相对较贵,所以能耗较低的RTO设备比较受欢迎,尽管废气中可能会有RTO不宜处理的成分,通过增设预处理工艺,例如“酸碱中和、降温、过滤、冷凝”等措施来减少对RTO影响,同时设计时放大余量,可应对废气风量和浓度的异常波动等情况。

总之,无论是选择RTO还是TO炉,它们都有各自独特的优点和缺点,需要根据废气成分、浓度、温度、能耗、实际生产情况及环保要求等多方面因素综合考量,才能让企业选对合适的工艺路线,少走弯路,发挥更大的环保和经济效益!
